Since hand spinning is an ancient art form we do our own training in house. We have more than 12 hand spinning equipment in place and can spun material up to 90” in blank diameter and up to a thickness of 0.125” in aluminum.
We are constantly growing our production line and adding new equipment and by this 2019 we have 3 CNC metal spinning equipment with advance controls and manufacturing 4.0. With this CNC equipment we can work up to 60” in blank diameter. This equipment have pressure control.
With our CNC Metal spinning machines, we can work maximum thickness of:
- 275” in aluminum
- 197” in cold roll steel.
- 120” in stainless steel.
If you are a designer this section is for you. Be sure to identify critical point of tolerances, don’t just give an overall dimension on your drawing. The ability to hold tight tolerances for short runs is a specialty of metal spinning. This is not always cost ffective.
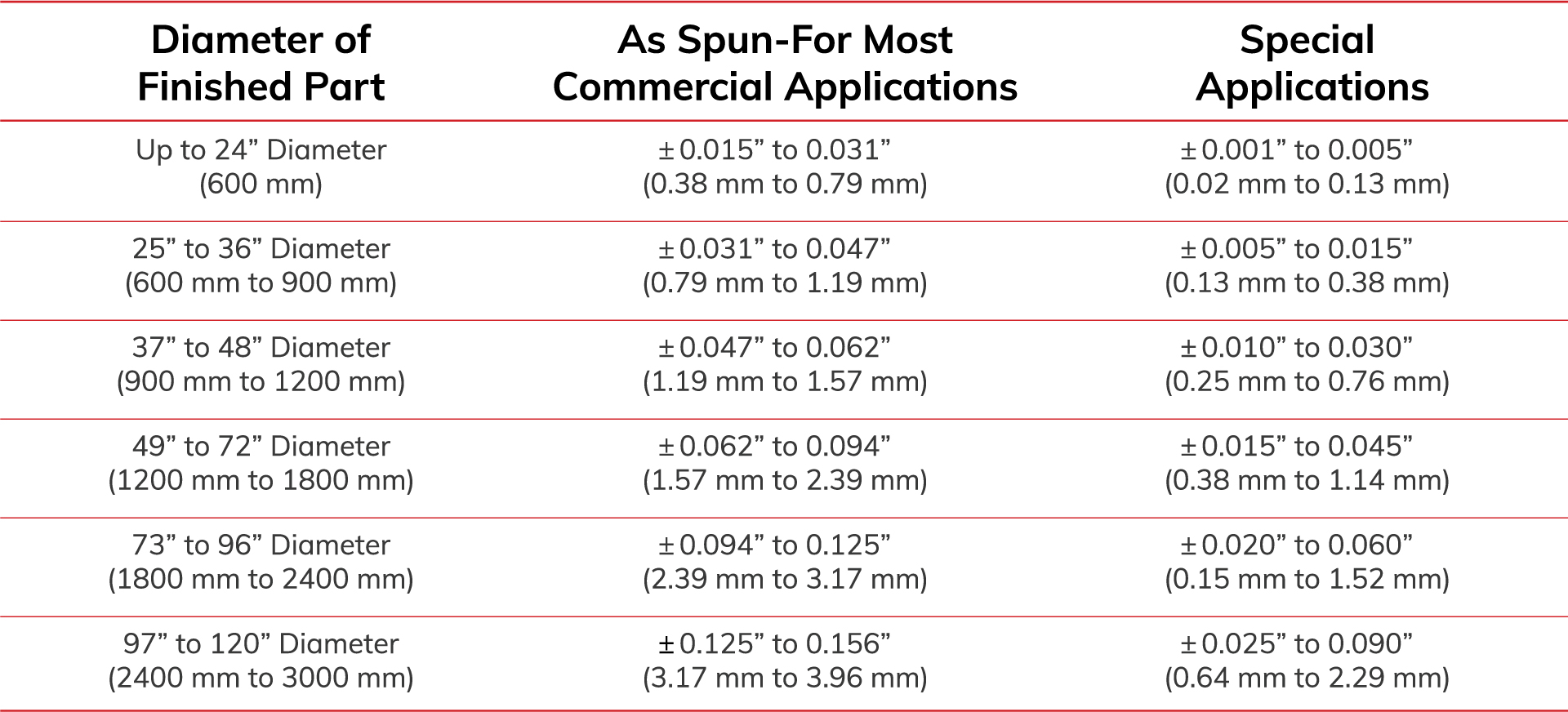
Generally, the tolerances that can be held directly affects the cost of the part. Tolerances of +- 0.030” (0.76mm) are normal for most sizes, diameters and materials. If requires, +-0.005” (0.13mm) or better may be possible.
Specify and Internal Diameter if Possible. It is best to specify and ID tolerance for your spun parts. If an outside diameter (OD) tolerance is given, material thin out of up to 25% would be typical.
Material thickness. The thickness of the sidewall and bottom of the spun part will vary, normally up to 25 percent. The bottom of the part stays at the thickness of the original blank, while the sidewall thins depending on pressure and speed of forming.
If uniform wall thickness is critical, be sure it is specified. Secondary machining may be necessary in some cases. If you need specific thickness or dimension on the part of a sidewall, do not specify it on the whole part.
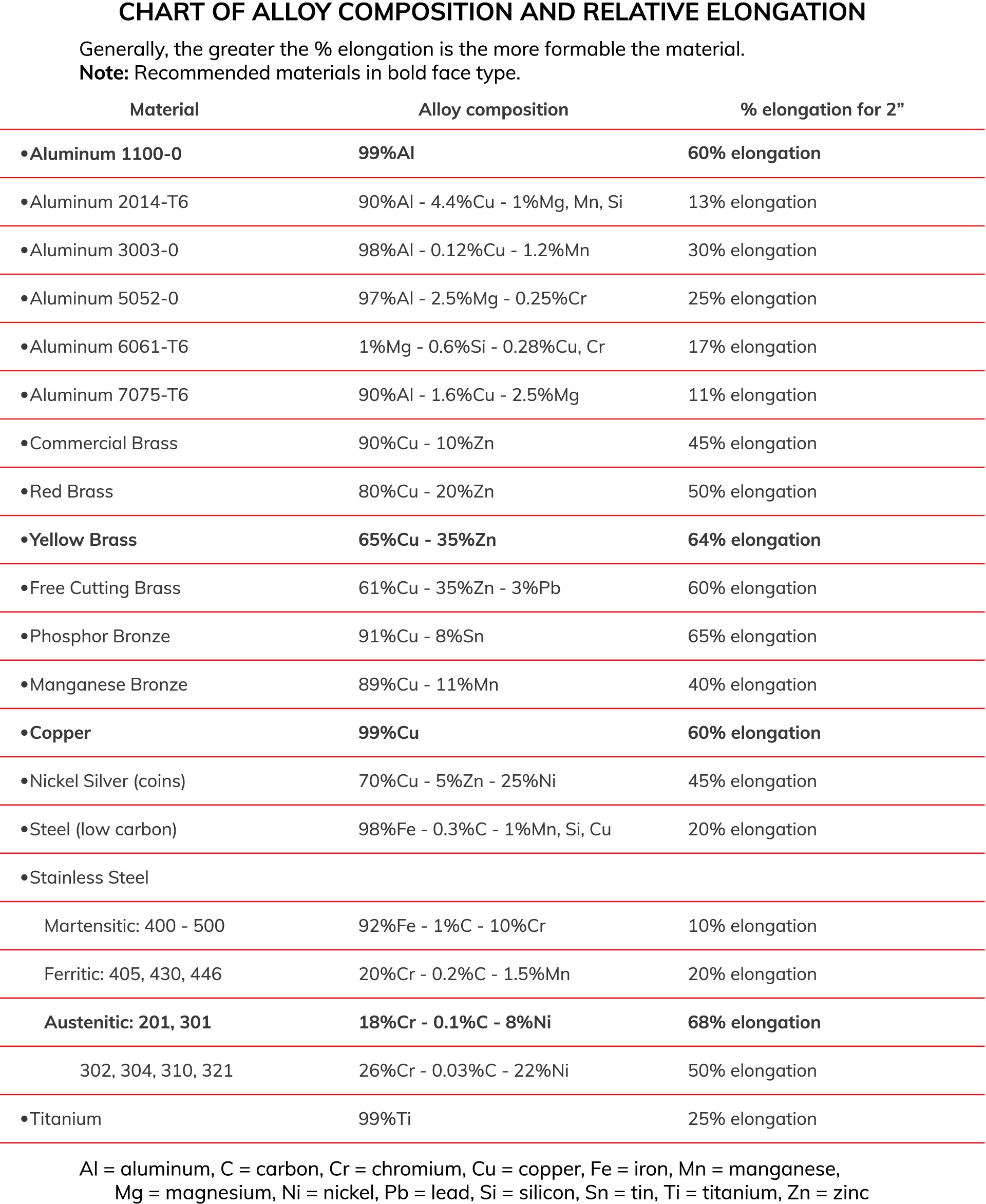
TABLA DE ENLONGACION
Corner Radii. Avoid sharp corners when possible. Generally, a formed radius should be specified as not less than 2 to 3 times material thickness. However, radii of up to 1 times material thickness are possible, especially on thicker materials. Secondary machining can sharpen a radius if necessary.
Total indicated Roundness (TIR) – Concentricity is affected by diameter and material thickness.
Is good to compare cost vs tolerance for selecting the manufacturing processes. For example, deep drawing may be capable of tighter tolerance, but the tooling cost in much higher. If you don’t need too tight tolerance, especially for shorter runs, metal spinning can save you money.