Dado que el torneado manual es una forma de arte ancestral, realizamos nuestra propia formación internamente. Contamos con más de 12 equipos de torneado manual y podemos tornear materiales de hasta 90 pulgadas de diámetro en bruto y hasta un grosor de 0,125 pulgadas en aluminio.
Estamos ampliando constantemente nuestra línea de producción y añadiendo nuevos equipos, y para 2019 contamos con 3 equipos de torneado de metal CNC con controles avanzados y fabricación 4.0. Con estos equipos CNC podemos trabajar con piezas de hasta 60 pulgadas de diámetro. Estos equipos cuentan con control de presión.
Con nuestras máquinas de torneado de metal CNC, podemos trabajar con un espesor máximo de:
275″ en aluminio.
197″ en acero laminado en frío.
120″ en acero inoxidable.
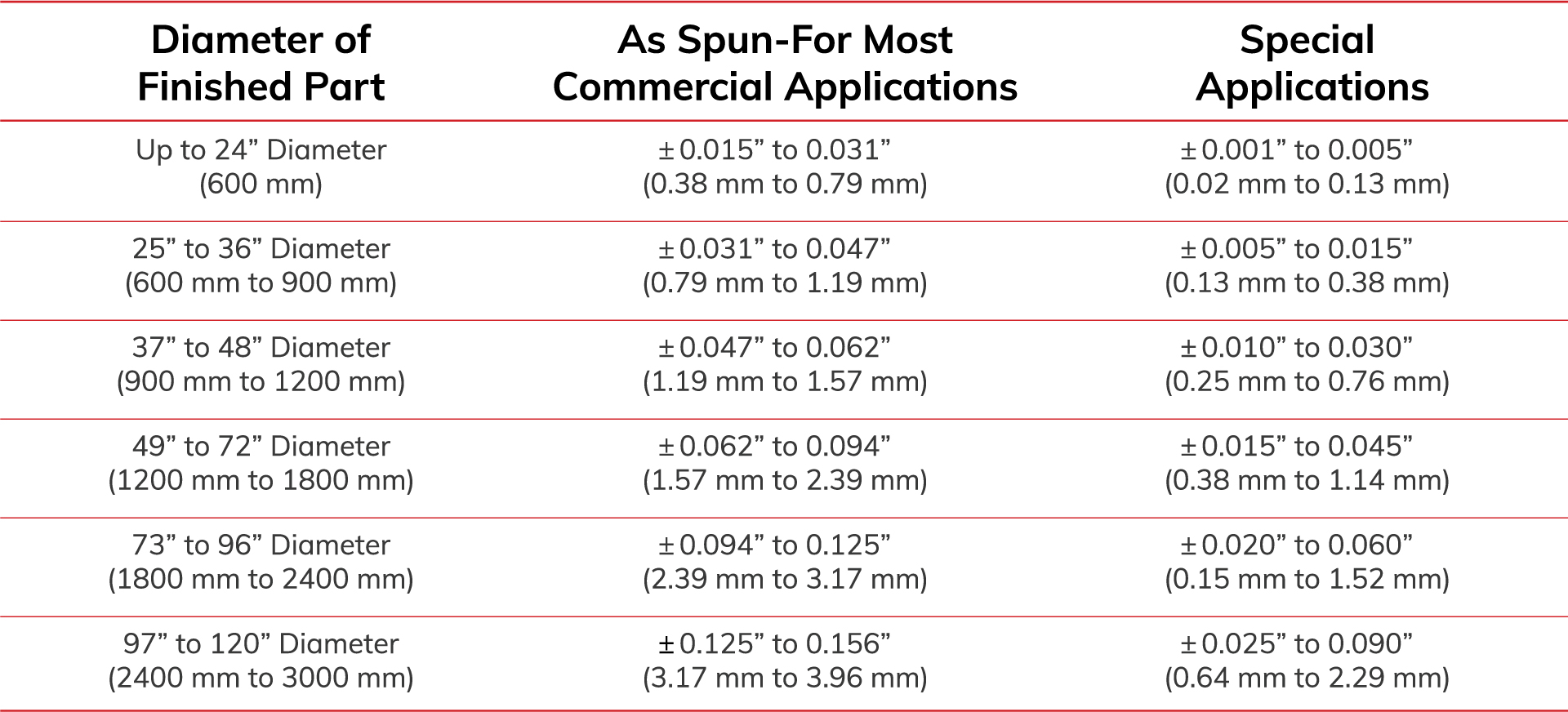
Si eres diseñador, esta sección es para ti. Asegúrate de identificar los puntos críticos de tolerancia, no te limites a indicar las dimensiones generales en tu dibujo. La capacidad de mantener tolerancias estrictas en tiradas cortas es una especialidad del repujado de metales. Esto no siempre es rentable.
Por lo general, las tolerancias que se pueden mantener afectan directamente al coste de la pieza. Las tolerancias de +- 0,030” (0,76 mm) son normales para la mayoría de tamaños, diámetros y materiales. Si es necesario, es posible alcanzar tolerancias de +-0,005” (0,13 mm) o mejores.
Especifique el diámetro interno si es posible. Es mejor especificar la tolerancia del diámetro interno de sus piezas torneadas. Si se especifica una tolerancia del diámetro externo (OD), lo normal es que el material se reduzca hasta un 25 %.
Espesor del material. El espesor de la pared lateral y la parte inferior de la pieza torneada variará, normalmente hasta un 25 %. La parte inferior de la pieza mantiene el espesor de la pieza en bruto original, mientras que la pared lateral se adelgaza en función de la presión y la velocidad de conformado.
Si es fundamental que el espesor de la pared sea uniforme, asegúrese de especificarlo. En algunos casos, puede ser necesario un mecanizado secundario. Si necesita un espesor o una dimensión específicos en la parte de una pared lateral, no lo especifique en toda la pieza.
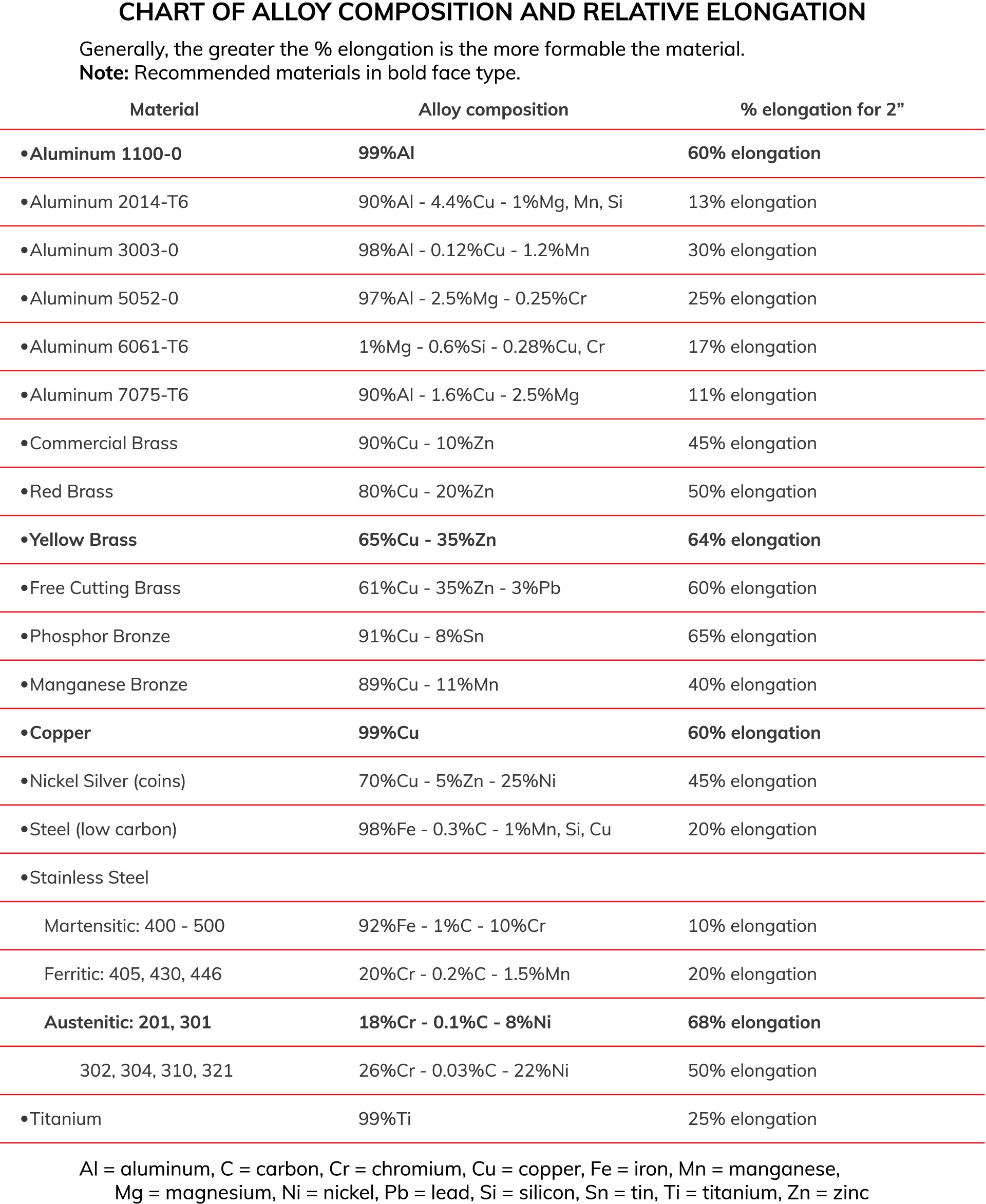
TABLA DE ENLONGACION
Radio de las esquinas. Evite las esquinas afiladas siempre que sea posible. Por lo general, el radio formado debe especificarse como no inferior a 2 o 3 veces el espesor del material. Sin embargo, es posible obtener radios de hasta 1 vez el espesor del material, especialmente en materiales más gruesos. Si es necesario, se puede afilar el radio mediante un mecanizado secundario.
Redondez total indicada (TIR): la concentricidad se ve afectada por el diámetro y el espesor del material.
Es conveniente comparar el coste y la tolerancia para seleccionar los procesos de fabricación. Por ejemplo, el embutido profundo puede permitir una tolerancia más estricta, pero el coste de las herramientas es mucho mayor. Si no se necesita una tolerancia demasiado estricta, especialmente para tiradas cortas, el repujado de metales puede suponer un ahorro.